

Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.

При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Усадка сруба
Для компенсации сезонных и естественных усадок используют винтовые опоры. Горизонтальные бревна домов дают усадку, а вертикальные столбы не подвержены этому процессу. Задняя часть дома «обнизится», но торцевая, при жесткой установке колонн, останется на месте.
Бревна сверлят после предварительной разметки. Диаметр сверла подбирают исходя из диаметра шпильки. Для шпильки 12 мм диаметр отверстия составит 15 мм.
Уложив окладной венец, пропускают сквозь него все шпильки диаметром 12 мм и длиной 80—100 см. Шпильки опускают до земли и надевают на них квадратные шайбы (толщина от 3 мм) и гайки (высота 30—60 мм).
Затем укладывают следующие венцы с подбиванием шпилек вверх. Если они подняты до упора, а конец не выступает над краем верхнего бревна, шпильки наращивают через гайку — муфту, в которую вкручивают следующие крепежи.
После сборки сруба его равномерно затягивают по всему периметру гаечными ключами с хорошим рычагом. После этой процедуры сруб теряет в высоте в среднем 10—15 см. Таким образом будет «выбрана» нужная усадка.
Однако, способ дает повышенную прочность конструкции и существенную экономию времени. Можно продолжать сборку дома сразу после того, как сруб закончен.
Окупаемость комплекса
Таким образом, за сумму в 640 т.р. (меньше стоимости более-менее приличного автомобиля) Вы получаете готовую производственную линию, мини-завод позволяющий успешно заниматься «живым» и позитивным делом, строить красивые и экологичные дома.
Как и в любом другом деле успешность бизнеса по строительству домов из оцилиндрованного бревна определяется множеством не всегда очевидных факторов. Мы постоянно поддерживаем контакты с десятками производственных фирм, которые только начинали заниматься деревообработкой когда приобретали первые наши станки, постепенно развивались и расширялись и активно работают на данном рынке в настоящее время. Мы можем поделиться опытом, накопленным более чем за 10 лет работы в данном сегменте оборудования.
1. Оцилиндрованное бревно, полученное на позиционном станке — очень качественный материал, для требовательного заказчика. Соответственно, стратегия успешного бизнеса в данной сфере не погоня за «кубатурой», а упор на предоставлению заказчику полного комплекса услуг. Т.е. Ваш бизнес должен заключаться не в продаже кубов материала, а в изготовлении готового изделия — дома. Фактически, продавая оцилиндрованное бревно «на сторону» Вы отдаете 9/10 потенциальной прибыли и несете при этом максимум издержек. Для успешных компаний призводство оцилиндрованного бревна как правило, является органической частью строительного бизнеса.
2. Критически важным моментом, влияющим на рентабельность производства оцилиндрованного бревна является доступ к качественному исходному сырью по адекватной цене. Лучше всего, если сортировка леса под производство оцилиндрованного бревна осуществляется в рамках крупного лесопильного комплекса. Тогда основной объем леса идет на распиловку, а подобранный лес идет в оцилиндровочный станок. В таком случае, производительность оцилиндровочного комплекса может увеличиться вдвое, по сравнению с плохо отсортированным сырьем, себестоимость продукции, соответственно, существенно уменьшается.
3. Рассмотрим теперь худший вариант, когда производство оцилиндровки производиться из покупного, не очень хорошо подобранного сырья, и готовый материал продается как погонаж. В более «лесистых» регионах нашей страны стоимость готового оцилиндрованного бревна от 8-9 т.руб, и стоимость сырья ниже. В более «центральных» регионах стоимость оцилиндровки до 11-12 т.р., но и стоимость сырья выше. Ориентировочно, можно принять чистый «выхлоп» с одного куба оцилиндрованного бревна с учетом всех расходов и зарплаты не менее3 т.руб. Если производство работает в одну смену, (на плохо отсортированном сырье) будет получаться порядка 5 м.куб готового материала за 8 часов. Считая дневной результат — 15 т.р. получаем срок окупаемости оборудования порядка 40-50 смен. Т.е. при самых грубых и заниженных подсчетах, в наихудших условиях, окупаемость оборудования — 3 месяца односменной работы (с двумя выходными).
4. На сруб типового дома 120-150 м.кв. требуется порядка 100 м.куб. оцилиндровки. Это количество материала (при односменной работе, на плохом сырье) ваше производство сделает за месяц не торопясь, без переработок и авралов.
В итоге, получаем, что изготовив за 3 месяца, 2-3 сруба дома площадью 120-150 м.кв. вы полностью окупите оборудование даже при самых худших условиях, на покупном, плохо подобранном сырье, и продавая оцилиндрованное бревно как материал, «на сторону».
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.

В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.

Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.

Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.

Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).

Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Как выбрать станок?
Стоит продумать все нюансы перед тем, как совершить покупку довольно дорогостоящего оборудования. Станок может быть механизированным или автоматизированным. В первом случае оператор должен самостоятельно погрузить и достать бревно, настроить и отрегулировать работу оборудования. Важно контролировать все этапы обработки.
В автоматизированном станке роль оператора меньшая. Достаточно просто следить за процессом. Также есть полуавтоматический оцилиндровочный станок. В таком случае мастер включается в процесс после проведения машиной каждого цикла обработки.
Электрическое оборудование может работать без перебоев только в том случае, если есть дополнительный источник питания или надежные линии электропередачи. Альтернативой станет бензиновая модель. Она абсолютно не зависит от внешних факторов.
Однако такой станок требует регулярной дозаправки.


Следует также определиться, какой тип более подходящий. Проходное оборудование фрезерного типа обеспечивает высокую производительность, но может страдать качество обработки. Большая часть моделей не может обеспечить нужной шлифовки. Цикловые станки имеют более низкую производительность, но выше качество. Они компактные и устойчивые, выполняют полный перечень операций.
Стоимость оборудования зависит от производителя. На сегодняшний день есть большое количество моделей, которые подойдут под различный бюджет. Полный цикл довольно важен для профессионального изготовления оцилиндрованных бревен. В таком случае стоит обратить внимание на такие модели, как «Кедр», «Терем», «Тайга» и «Термит».
При покупке модели неполного цикла потребуется также торцовочный станок.


Как оцилиндровать бревно в домашних условиях?
Сделать такой пиломатериал можно и самому. Некоторые процессы производятся вручную, например, шлифовка и обработка. Для других пригодится самодельный станок. Сборка оборудования требует опыта и знаний. Следует понимать принцип работы и важность каждого отдельного узла.
Самодельные станки обходятся дешевле, но при грамотной сборке они не хуже по качеству, чем покупные. Важно только изготавливать их по всем правилам, чтобы не рисковать здоровьем и жизнью. В лучшем же случае владелец неправильно собранного оборудования просто не получит качественного бревна на выходе.


Основные требования такие.
- Большая станина весом более 1 тонны. В противном случае будут появляться вибрации и бревно может слететь.
- Много пространства, чтобы укладывать и перемещать холсты. Площадь можно компенсировать механизмом роторного типа.
- Площадка должна быть бетонирована по всем требованиям безопасности. Следует продумать амортизацию, опалубку, заливку и армирование. Платформа выдерживается не меньше 3 недель. Оборудование на грунте ведет себя непредсказуемо. Есть риск возникновения опасной ситуации.
- Готовый станок проверяется балансировкой режущей части. В противном случае все оборудование может сломаться, или же испортится само бревно.
- Можно использовать составляющие только высокого качества. Особенно важно подобрать фрезы или ножи. В противном случае станок не сможет справиться с обработкой.


При изготовлении оцилиндрованного бревна своими руками следует придерживаться определенного порядка действий. Сначала материал заготавливается и просушивается. Только потом можно проводить обработку. Сам станок требует подготовки. Настройка производится исходя из диаметра бревна, также следует проверить работоспособность всех элементов.

Заготовка
Используются только те бревна, которые имеют минимальные искривления. Имеет значение и диаметр, кондиционная прочность. Дефективные заготовки не подходят для оцилиндровки. Особым качеством и плотностью отличается северная древесина. Не стоит использовать деревья, которые растут на заболоченной местности. Они могут скручиваться со временем. Такая древесина с высоким процентом влажности слишком усыхает.
В некоторых ситуациях и вовсе наблюдается гниение бревна.

Сушка
Большую часть бревен просушивают естественным путем. Такой процесс занимает много времени, порядка 2-3 лет. В качестве альтернативы применяется конвективная камера, но это возможно только в промышленных условиях. Сушка займет порядка 1,5-2 месяцев.
Компенсационные пазы препятствуют растрескиванию древесины в процессе потери влаги. Если же начать стройку с влажным материалом, то само строение потом осядет примерно на 20-30 см. Не стоит допускать такого, особенно в тех случаях, когда бревна заготавливаются в личных целях.
Древесину лучше просушивать именно атмосферным способом.


Оцилиндровка
Каждое бревно обрабатывается на станке. Причем важно настроить оборудование на определенный диаметр. Технические нормы допускают перепады не более 2-4 мм. Следует выпилить лунный паз и компенсационный пропил. Последний снимает с волокон напряжение, позволяет избежать трещин и усадки после сборки конструкции. Пропил следует сделать вдоль поверхности ровным пазом толщиной около 8-10 мм и глубиной в ¼.
Укладывать готовые бревна нужно пазов вверх, чтобы не попадала влага.

Торцовка
Бревна необходимо разделить. С этой задачей поможет справиться торцовочный станок. Можно произвести распил и вручную пилой. На торцах следует сделать пазы и шипы. Это позволит наращивать длину, делать проемы для окон и дверей.
Под выбранный проект вырезаются чашки. Такой элемент поперечного крепления обеспечивает надежную фиксацию оцилиндрованных бревен. Чашки можно сделать на специальном станке. Такая же опция есть в оборудовании полного цикла.
При самостоятельном выпиливании обязательно используется лазерный уровень и точный инструмент.


Обработка
Дерево является живым материалом. Оно сильно подвержено воздействию внешних факторов и вредителей. Сохранить его можно только в том случае, если обработать специальными защитными составами. Категории средств для оцилиндрованных бревен могут быть такими.

Антисептические препараты
Вещества обычно есть в составе пропиток. Используются для защиты от жуков, плесени, грибка. Для предварительной обработки применяются слабые растворы, концентраты – для лечения. Известные производители: Belinka, «Неомид».


Транспортные антисептики
Применяются сразу после торцевания. Обеспечивают защиту от плесени и загнивания на полгода. Сверху можно наносить другие защитные и декоративные составы. Производители: «ОгнеБиоЗащита», «Неомид» особо популярны.


Огнезащитные есть в составе антипиренов, которые позволяют материалу не загораться в течение нескольких часов
Продукция заводов «НОРТ», «Рогнеда» показывает лучший результат. Дом может стоять какое-то время даже под воздействием открытого огня.


Влагозащитные составы
На поверхности бревна образуется гидроизоляционная пленка, которая закрывает поры. В результате материал не мокнет и не гниет. Средства от «НЕО+» и Biofa особо эффективны.


Производство оцилиндрованного бревна: вложения, рентабельность, особенности бизнеса

Бизнес в строительной сфере практически всегда оказывается рентабельным, если проанализировать конкретный рынок сбыта и потребительскую активность здесь.
Начинающему предпринимателю важно выбрать такое направление, в котором выпускаемая продукция будет востребована среди покупателей. И уже многие годы такой продукцией является оцилинрованное бревно.
Если купить станок для оцилиндрованного бревна и наладить каналы сбыта готовых изделий, все вложения могут окупиться достаточно быстро. И это даже с учетом сезонности бизнеса.
Оцилиндрованное бревно – строительный материал, активно использующийся для возведения домов и частных сооружений (беседок, бань, саун).
Наша оценка бизнеса:
Стартовые инвестиции – от 500000 руб.
Насыщенность рынка – высокая.
Сложность открытия бизнеса – 6/10.
Составляя бизнес план по изготовлению оцилиндрованного бревна, предпринимателю придется учесть массу нюансов, поскольку для организации прибыльного дела потребуются подробные расчеты всех предстоящих затрат и будущих доходов.
Почему бизнес может быть выгоден?
Данное направление можно с уверенностью отнести к рентабельным, поскольку оно характеризуется многими преимуществами, и даже новичок сможет организовать здесь доходное предприятия. Это легко обосновать:
- Для запуска цеха не потребуется в течение долгого времени собирать пакет документов – здесь можно зарегистрировать предприятие в форме ИП.
- Технология производства оцилиндрованного бревна достаточно проста.
- Широкий выбор оборудования, представленного на рынке, позволит предпринимателю выбрать именно тот вариант, который больше ему подходит, учитывая имеющиеся в наличии финансы.
- Огромный рынок сбыта позволит без проблем сбывать выпускаемую продукцию. Главное – заботиться о ее высоком качестве.
- Производимые изделия не потребуют обязательной сертификации.
Особенности планируемого бизнеса
Помимо тех преимуществ, что ждут предпринимателя при грамотном подходе к делу, бизнес на производстве оцилиндрованного бревна характеризуется и некоторыми особенностями, которые непременно стоит учесть.
Основная сложность, с которой наверняка столкнется каждый новичок в этом деле – сезонность бизнеса. Но заручившись поддержкой хотя бы 2 крупных строительных компаний по строительству деревянных домов, можно даже в зимний период избежать простоев оборудования.
Практика показывает, что мини завод по производству оцилиндрованного бревна окупит себя гораздо быстрее, если будут соблюдены следующие условия:
- Наличие надежных поставщиков, которые смогут бесперебойно по невысокой цене поставлять в цех необработанное сырье.
- Реализация готовой продукции в количестве не менее 150 м3/мес.
В конкретном регионе наблюдается нехватка дешевого деревянного сырья или не получается наладить сотрудничество с постоянными заказчиками готовых изделий? Тогда лучше будет купить не только станок для оцилиндровки бревен, но и прочее деревообрабатывающее оборудование для запуска предприятия широкого спектра – так можно привлечь большее количество заинтересованных клиентов. А в качестве другого удачного варианта выступит запуск бизнеса по изготовлению несложных деревянных конструкций. В этом случае, будет не только осуществляться продажа оцилиндрованного бревна, но и использование его как сырья в собственных же целях.
Какие изделия можно выпускать на базе небольшого цеха?
Даже на базе цеха небольшой мощности можно изготавливать разные вариации изделий. И технология переработки здесь, конечно, остается неизменной – меняются лишь диаметры оцилиндрованного бревна. Получается, что на выходе можно получать бревна разного размера.
То, на изделия какого диаметра сделать ставку, продавая готовую продукцию, будет зависеть от потребительского спроса в конкретном регионе. И тут без тщательного анализа рынка не обойтись.
Для постройки легких сооружений (беседок, бань) пригодны материалы диаметром 120-200 мм. В умеренной климатической зоне полноценные дома строят из оцилиндрованных бревен диаметром 200 мм, 220 мм, 240 мм. А вот в более холодных регионах конструкции, в основном, возводятся из бревен диаметром 260 мм и 280 мм.
Как и из чего выпускаются оцилиндрованные бревна?
Специалисты утверждают, что качественно обработать можно буквально любое бревно. Но производство оцилиндрованных бревен для дома, как правило, осуществляется их хвойных пород деревьев (ель, сосна, кедр, лиственница). Помимо своего приятного аромата и внешней привлекательности, они, благодаря естественной смоляной пропитке, меньше подвергаются гниению под воздействием влажности.
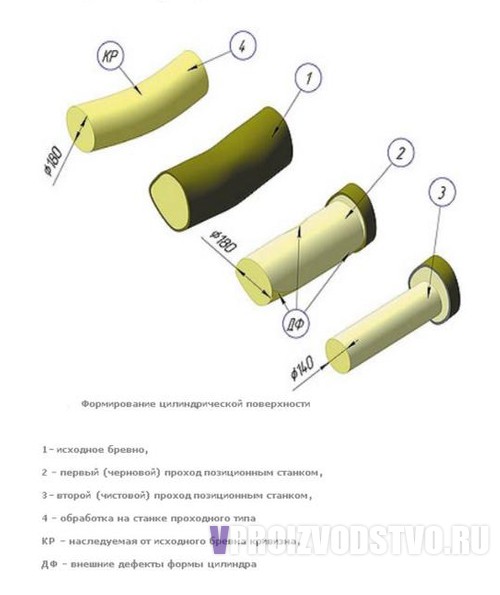
Если есть конкретный заказ на получение оцилиндрованного изделия диаметром в 160 мм, берется необработанный материал большего диаметра – 180 мм. Но и тут возможны различные вариации, поскольку многое зависит еще и от степени кривизны исходного бревна.
Специализированная линия по производству оцилиндрованного бревна после подготовки деревянного сырья (сортировки по длине и диаметру, сушки) осуществляет следующие технологические этапы:
- Первичная обработка сырья (отделение коры и рыхлого слоя).
- Закрепление бревна на станке.
- Шлифовка бревна.
- Торцовка бревна по длине в соответствие с заданными параметрами.
- Заточка продольного паза.
- Изготовление венцовых пазов для угловых соединений.
По завершению всех производственных операций бревна проверяются технологом на качество. Далее, чтобы повысить стоимость оцилиндрованного бревна, оно дополнительно покрывается антисептическими составами.
В мини-цехах делается это, как правило, вручную – с использованием пульверизаторов. На крупных же предприятиях в этих целях установлены специальные промышленные ванны, куда для пропитки погружается бревно.
А после того как изделие просохнет, на него с торца наносится маркировка, которая несет в себе информацию о виде материала и о производителе.
Техническое оснащение цеха
Самое ответственное, что предстоит сделать предпринимателю – купить оборудование для производства оцилиндрованного бревна. И поскольку отрасль эта довольно популярна, выбор здесь огромен.
Оснащать цех стоит только после того, как будет продуман ассортимент выпускаемых изделий и отработан способ обработки сырья. И это так важно, потому что на рынке представлены 3 основных типа аппаратов:
Оцилиндровочный станок ОС1-400 c бензиновым двигателем
- Позиционные станки. Необработанное бревно вращается и оцилиндровывается посредством специального шпинделя, перемещающегося по оси всего бревна. Такое оборудование стоит как минимум 250000-350000 руб.
- Позиционные станки с закреплением бревна. Шпиндель перемещается по всей длине неподвижного бревна, обрабатывая его. Минимальная цена станка для изготовления оцилиндрованного бревна – 300000 руб.
- Станки со специальным подающим механизмом. Это самое современное и эффективное оборудование. Но стоит такое значительно дороже остальных – от 400000 рублей. Впрочем, сумма эта скоро окупится, поскольку процесс осуществляется здесь гораздо быстрей и бревно на выходе получается лучшего качества.
Если запланировано изготовление оцилиндрованного бревна своими руками, то обрабатывающего станка будет достаточно.
Но оснащая полноценный цех, стоит позаботиться о приобретении дополнительного оборудования – сушильной установки, ванны для покрытия изделий антисептиками и профессиональных пил. И к капитальным затратам предстоит прибавить еще как минимум 600000 руб.
Выбор производственного помещения
Чтобы установить в цехе оцилиндрованный станок и прочее оборудование, потребуется помещение площадью от 50 м2. Отдельно предстоит предусмотреть офисные помещения, склады и комнаты для персонала. Для экономии средств можно арендовать какой-нибудь ангар за чертой города. Отлично, если производство будет располагаться территориально ближе к поставщикам.
Нередка практика, когда лесоперерабатывающее предприятие организовывается прямо на открытом воздухе. Но в этом случае, необходим специальный навес, который бы защитил сырье, готовую продукцию и оборудование от осадков.
Основные требования к производственному помещению, где будет осуществляться шлифовка оцилиндрованного бревна:
- Высокие потолки.
- Подвод электричества, водоснабжения и канализации.
- Хорошая вентиляция.
Чтобы каждый заказчик смог воочию убедиться в качестве предлагаемых изделий, не помешает организовать небольшой «выставочный зал», где будут представлены виды выпускаемой продукции.
Рентабельность планируемого бизнеса
Практика показывает, что производство и продажа оцилиндрованного бревна, несмотря на высокую конкуренцию в этой сфере, окупается достаточно быстро. Конкретные же сроки будут зависеть от вложенных инвестиций и объемов реализации готовой продукции.
Учитывая, какова цена оборудования для производства оцилиндрованного бревна и стоимость закупаемого сырья, на запуск цеха уйдет как минимум 500000 руб. Но это в случае установки в цехе только оцилиндровочного станка.
Если говорить о предприятии, которое будет оснащено более производительным оборудованием и прочими дополнительными аппаратами (пилы, ванны, сушильные камеры), то предстоит потратить гораздо больше – не менее 1500000 руб.
Конкретные доходы, приносимые цехом, будут зависеть от того, сколько стоит оцилиндрованное бревно на местном рынке, и от того, сколько именно продукции будет сбываться. В среднем, бревна продаются по оптовой цене в 6500-8000 м3/руб. При этом их себестоимость варьируется в пределах 4500-6000 м3/руб.
Сбывая ежемесячно хотя бы 200 м3 готовых изделий, предприниматель может иметь выручку до 1500000 руб. А чистую прибыль можно подсчитать, вычтя из цифр доходов переменные затраты, которые предстоит вкладывать в производство.
Если грамотно наладить дело, в сезон можно иметь доход до 150000 рублей ежемесячно.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.

В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.

Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.

Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.

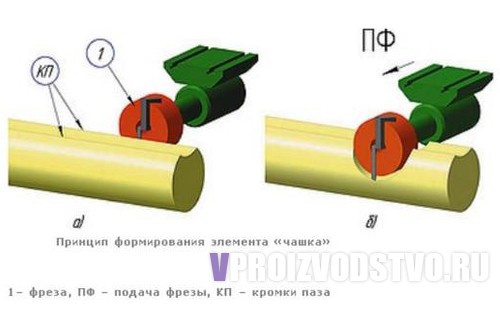
Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.
Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.


Бизнес на оцилиндровке бревен (январь 2020) — vipidei.com

Экологически чистые материалы все чаще используются в современном строительстве. При сооружении частных подворий используют дерево. Беседки, бани и даже дома возводятся из бревен.
Этот материал позволяет построить не только жилье, больше всего пригодное для проживания, а и существенно сэкономить бюджет строительства.
Поэтому производство оцилиндрованного бревна выглядит как перспективный и выгодный бизнес.
Цех по переработке древесины открыть достаточно просто. Технологический процесс несложный и специальные разрешения и лицензии для этого не нужны. Работники могут иметь низкую квалификацию. Достаточно одного технолога, который знает процесс и умеет контролировать работу оборудования.
Рентабельным такое предприятие будет только тогда, когда объем выпуска готовой продукции будет не меньше 250 куб.м. в месяц. Оцилиндровку бревен часто дополняют другими направлениями деятельности. Лучше всего наряду с этим бизнесом осуществлять строительство домов или малых архитектурных форм из дерева.
Крупные компании, занимающиеся возведением таких построек, часто открывают свое производство материалов.
Существенным недостатком бизнеса является его сезонность. Строительные работы, как правило, прекращаются с наступлением холодов. Именно поэтому в зимний период нужно найти альтернативу доходам от оцилиндровки бревен.
С чего начать производства оцилиндровки бревен
Цех по оцилиндровке бревен можно расположить в производственном помещении, ангаре и даже просто под навесом. Оборудование обязательно должно быть защищено от солнца и осадков. Заготовки древесины и сама конечная продукция имеют достаточно больше габариты. Оборудование для работы с ними также внушительных размеров. Это нужно учесть при выборе помещения под производство.
К цеху предъявляются требования по пожаробезопасности. Полы и стены отделывают несгораемыми материалами. Сушильная камера обычно устанавливается в отдельном помещении. Отдельно складируют заготовки и готовую продукцию. Кроме этого нужно обустроить офисное помещение для администрации.
В зависимости от объемов выпуска продукции нужно просчитать необходимое количество рабочих. В одну смену на участке с оцилиндровкой бревен смогут справляться 3-4 человека. Из администрации понадобится директор, бухгалтер и менеджер по сбыту.
Какую прибыль получает предприятие, специализирующееся на оцилиндровке бревен?
Ежемесячные расходы деревообрабатывающего цеха включают:
- Арендную плату (производственных помещений и офиса).
- Зарплату персонала.
- Коммунальные услуги.
- Сырье и расходные материалы.
- Транспортные затраты.
- Электроэнергию.
- Рекламу.
- Амортизацию.
- Налоги.
- Административные расходы.
Предприятие, которое перерабатывает 250-300 м3 в месяц, тратит на все перечисленные цели 25 тыс. долл. При этом его ежемесячная выручка составляет 30-34 тыс. долл., значит прибыль до налогообложения – 5-9 тыс., а после расчетов с государством – 4-7,5 тыс. долл.
Какие финансовые вложения нужно сделать, чтобы открыть свой цех по оцилиндровке бревен?
Для открытия предприятия с производительностью 250-300 м куб. в месяц необходима сумма 80-120 тыс. долларов.
Она включает: затраты на регистрацию и оформление всех документов, аренду помещений, приобретение оборудования, офисной техники и мебели, а также покупку дополнительных инструментов, проведение ремонтных работ и установку производственной линии.
Кроме того, не забывайте о том, что предприятие не сразу начнет приносить прибыль. Пройдет, как минимум, 2-3 месяца пока оно выйдет на уровень самоокупаемости, а до этого момента вы будете финансировать ежемесячные расходы из собственных источников.
Какое оборудование выбрать для оцилиндровки бревен
Станки для оцилиндровки бревен различают трех типов:
| Позиционные, токарного типа | Название станка говорит о принципе его работы. Он во многом схож с обычным токарным оборудованием. Оцилиндровка бревен происходит во время вращения их вокруг своей оси, а вдоль заготовки движется режущий инструмент. Цена такой установки в пределах 200 тыс. рублей. |
| Позиционные, с неподвижной заготовкой | Оцилиндровку бревна производят, жестко зафиксировав заготовку. Режущий инструмент двигается вдоль него. Стоимость такого станка от 250 тыс. рублей. |
| Станки с подачей ствола через обрабатывающее устройство | Это оборудование отличается высокой производительностью. Его стоимость от 600 тыс. рублей, однако окупается оно быстрее остальных. |
У каждого из этих типов станков есть свои преимущества и недостатки. Их мы также покажем в виде таблицы:
| Проходная технология | |
| Преимущества | Недостатки |
| Высокая скорость обработки за счет непрерывной подачи заготовок. | Кривизна исходного материала при обработке не удаляется. Для уменьшения ее заготовки нарезают на части 1-2 м длинной. |
| Оцилиндровку бревен можно производить разной длины, без ограничения. | |
| Производительность – 35-40 куб. м. за 8-ми часовую рабочую смену. | |
| Возможность дополнительной обработки древесины: производство блок-хаусов, обрезных и декоративных досок. |
| Позиционная технология | |
| Достоинства | Недостатки |
| Возможность исключить изначальную кривизну заготовки и изготовить идеально ровное изделие. | Длина заготовки не может быть больше, чем габариты самого станка. |
| Низкая производительность. Необходимо больше времени на перенастройку режущего инструмента. | |
| Необходимость привлечения квалифицированных работников, умеющих настраивать установку. |
Все оборудование может быть механическим, полуавтоматическим или автоматическим. Чаще всего в цехах можно встретить первый вид станков. Выбирая из множества предложений от иностранных и отечественных производителей нужно учитывать два основных параметра: производительность и качество оцилиндровки бревен.
Если вы планируете сотрудничать с государственными учреждениями, большими деревообрабатывающими компаниями или с иностранными фирмами, тогда лучше оформить документы ООО.
Кроме того, юридическое лицо является безальтернативным вариантом, если в бизнесе участвуют несколько учредителей или вы боитесь, что фирма станет банкротом (создатели ООО не рискуют в таких ситуациях своим личным имуществом).
Предприниматели, которые планируют продавать продукцию физическим лицам или небольшим фирмам, могут сэкономить на регистрации, оформив документы ИП. Но, независимо от организационно-правовой формы вашего бизнеса, вы обязательно должны выбрать коды ОКВЭД, которые соответствуют вашей деятельности. В данном случае, подойдут:
- ОКВЭД 20.30 (изготовление деревянных столярных и строительных конструкций).
- ОКВЭД 20.10.1 (производство пиломатериалов, толщина которых больше 6 мм).
Кроме того, вам нужно оформить бумаги в Роспотребнадзоре и пожарной инспекции, а также получить сертификат качества, подтверждающий, что ваша продукция соответствует установленным стандартам. Больше никаких разрешений и лицензий оформлять не нужно.
Режим налогообложения
Выбор системы налогообложения зависит от объемов производства, валового дохода и ваших основных контрагентов.
Для большого предприятия рациональнее выбрать общий режим, а для ИП, который реализует продукцию физическим лицам, небольшими партиями – УСН (упрощенная система).
Последний вариант позволяет платить в государственную казну 6% от общей выручки или 15% от прибыли до налогообложения.
Теперь перейдем непосредственно к технологии оцилиндровки бревен. Ручной труд здесь практически не используется. Вся обработка производится только на специальных станках. Подготавливают же древесину к строительству только механическим способом.
| Первый этап | Он традиционно является подготовительным. Все сырье сортируют, при необходимости убирают сучки. Ствол должен иметь такую форму, чтобы его удобно было зафиксировать в станке. Сначала со ствола отдирается верхний слой. Поверхность дерева становится гладкой и оборудованию проще ее обрабатывать. |
| Второй этап | Сушку чаще всего проводят естественным способом под навесами. Влажность должна быть доведена до 15-18%. Если такие ее условия обеспечить не могут, то используется сушильная камера. |
| Третий этап | Сама оцилиндровка бревен также проводится в несколько стадий. Заготовка подается тельфером в зону обработки и надежно зажимается специальными креплениями (бабками). Вдоль бруса начинает двигаться головка с фрезерным участком и оцилиндрованной головкой. Заготовка на протяжении всего процесса не двигается. Изделие получается с точно заданными параметрами по диаметру и прямолинейности поверхности. По такому принципу работают токарно-фрезерные станки. Существует еще оборудование роторного типа. К недостаткам его специалисты относят кривизну изделия, которая может образоваться.Нанесение компенсационного пропила. Он делается вдоль заготовки для того, что бы сосредоточить в одном месте места растрескивания древесины. Этот материал ввиду своего натурального происхождения рано или поздно начнет терять влагу и растрескиваться. Благодаря компенсационному распилу этот процесс происходит в одном обозначенном месте. Здание же, за счет таких свойств дерева в будущем, только улучшит теплоизоляционные свойства.На этом этапе делают укладочный паз. Каретка с режущим инструментом проходит вдоль бруса и формирует необходимую поверхность. |
| Четвертый этап | Вертикальный механизм с фрезой вырезает венцовую чашу. Этот процесс чаще всего происходит автоматически. |
| Пятый этап | Его можно считать завершающим, поскольку производится нарезка заготовок по проекту будущего сруба. |
После окончания изготовления детали проходят контроль размеров, часто сруб собирается без крепежа для проверки целостности конструкции.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.

Технические характеристики представлены в таблице.
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
Плюсы и минусы различных технологий


Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.

Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.


Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
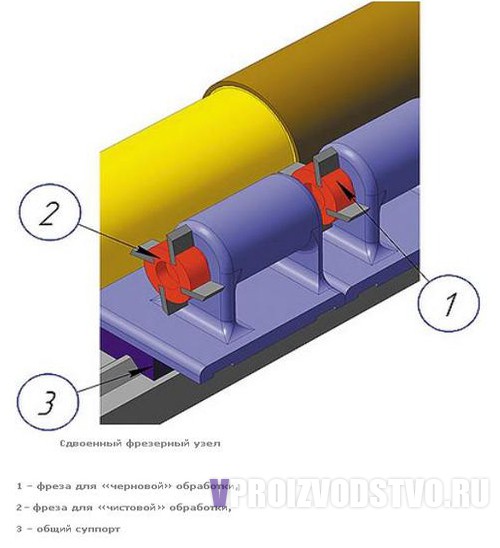
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.

- https://DrevoGid.com/instrumenty/stanki/otsilindrovochnyj.html
- https://molotok34.ru/stanki/stanok-dlya-ocilindrovki-breven.html
- https://www.kbstanok.ru/ocilindrovka_prosto
- https://ometalledo.ru/stanki-dlya-proizvodstva-ocilindrovannogo-brevna.html
- https://Vproizvodstvo.ru/oborudovanie/stanok_dlya_ocilindrovki_breven/






